

蘇(sū)州注塑機機械手如何進行更好的係統控製?
文章出處:本站 人(rén)氣:9043 發表時間:2022-11-21 08:28:39
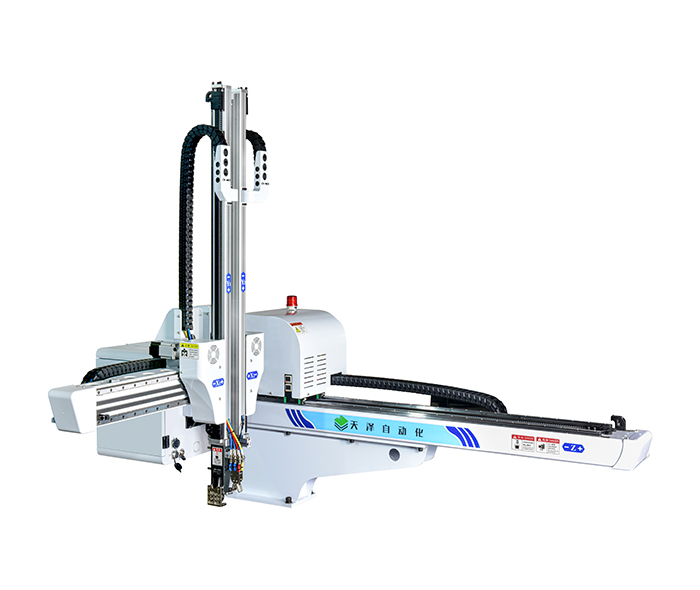
注塑機機械手的運(yùn)用可以幫企業節省大量的人力成(chéng)本,提高產品的品質及工作效率,是企(qǐ)業邁進智能製造較好的幫手。
注塑機機械手的功能(néng)及優點(diǎn) :
1.上下軸伺服馬達驅(qū)動,成品臂上下軸由AC伺服馬達驅動,可快速的橫行動作,節省模內時間,增加效率,並可在模外設置不同的置物高度,定(dìng)位精度為 0.2MM,噴離型劑組可設定(dìng)幾模噴,每次噴多久(jiǔ),噴頭可以裝在手臂或模具上(shàng)。
2.引拔位(wèi)置、行程電動遙控調(diào)整,節省調整時間增加操作的安全性。上下電動調整行程,上下行程電動遙控調整,節省調整時間增加操作的安(ān)全性。橫行軸數字控製,數字設定橫行行程,可多(duō)點及循放成品,最多可放99點。用於排列成品。
3.橫行伺服馬(mǎ)達驅動,橫行軸可選用(yòng)AC伺服(fú)馬達驅動,並采用精密級行星減速機以齒(chǐ)輪齒條傳動,速度快定位準確;定位精(jīng)度達0.1MM,可應用於需(xū)定位準確之取出(chū)。
注(zhù)塑機機械手的雙截式手臂采用高剛性線性(xìng)滑軌及鋁(lǚ)合金結構(gòu)梁,特殊設計的皮帶倍速機構(gòu),可(kě)大符(fú)度的縮(suō)短(duǎn)上下手臂的結構高度,上下氣缸(gāng)隻需一半的行(háng)程即可達(dá)到(dào)全行程。除了(le)可增加(jiā)上下行的速度及穩定(dìng)度,並且可(kě)配合廠房高(gāo)度低之場所。

注塑機機械手操(cāo)作簡(jiǎn)單(dān)容易上手,能為(wéi)罐瓶體(tǐ)紙筒等進行全圓周(zhōu)貼標,也可進行不滿全周或不滿(mǎn)全身的貼標,廣泛應用於食品飲料、農藥化工(gōng)、油漆塗料、醫藥保健等(děng)行業的滅蚊蠅殺(shā)蟲劑、空氣清新劑、自(zì)噴漆、膨脹膠、丁烷氣體、皮革上(shàng)光劑等,對於注塑機機械手的使用應該如何(hé)提高效率呢?下麵小編來帶大家了解下。
1、時刻關注模內注塑機機械手的工作狀(zhuàng)態。
注塑機機械手的的過程中(zhōng)工作人員應定期(qī)檢查相關電器元件,保證機構運行順暢,粉料鬥與(yǔ)攪拌機間(jiān)的連接是否通暢,保證投(tóu)料的順暢。
2、每日機器(qì)工作後,首先斷開電源,擦試機器表麵(miàn)、工作台(tái)等部位。
3、設備需要確保使用(yòng)配套的電源電壓,方可(kě)正常投入生產。
4、定(dìng)期檢查所有螺栓聯接的(de)緊固程度,如發現鬆動應及時擰緊。
5、檢查底紙是否有損傷情況,要求標簽供應商控製模切深度,不能砍傷(shāng)到底紙,並且使用格拉辛底紙。
6、檢查標簽行進過程,是否有刮傷情況,如果有要調整機構(gòu)。
7、檢查貼標時候,不粘連到貼好標簽的產(chǎn)品(pǐn),如果有需要控製出標長度。

對於注塑機(jī)機械手(shǒu)代理的基本操作你了解嗎?下麵由小編來講解下。
電源的啟動和切(qiē)斷
注意:被損傷的電線或電纜容易導致漏電或(huò)觸電事故(gù),啟動電源前請(qǐng)仔細檢查電線電(diàn)纜有無外傷,若有外傷或斷線的情況下,請迅速聯(lián)係擁用專業資格的電工采取適當措(cuò)施。
確認控製箱(xiāng)電源線已經連接無誤,打開控製箱上的電源開關,啟動控製箱和手控器。啟動電源後,手控器將顯示啟動(dòng)開機(jī)畫(huà)麵,然後進入係統主畫麵。啟動電源時,請注意以下幾項:
啟動電源前,確認注塑機機械(xiè)手所有的電線電纜都已經正確連(lián)接,確認所有的外蓋(gài)等無破損或(huò)不合適的地方。
啟動電源後,請確認:
手控器的顯示屏上無報警(jǐng)信息。
空氣壓力(lì)正常。
伺服馬(mǎ)達等(děng)沒有異常(cháng)聲音。
導軌麵潤滑處於正常(cháng)的狀態。
如果是啟動長時間沒有(yǒu)使用的(de)注塑(sù)機機械手時,請確認個部件的動作情況(kuàng)、聲音、各摩(mó)擦麵的潤滑狀態是否正常;如果發現聲音異常、發熱、異(yì)常動作時,請立即切斷(duàn)電(diàn)源,並與相關保養負責人聯係采取相應的處理措施。
打開電源後,操作器屏幕顯示係統進行自檢,包括:通訊鏈路檢查、軟硬件版本檢查、存儲器(qì)檢查,數據完整性檢查等;若無錯誤,大約十秒後進入手動界麵。
啟動過程中若出現問題,則在屏幕下方顯示對應的錯誤(wù)信息,停在開機屏幕。
切斷電源前,請確認注(zhù)塑機機械手處於停止的狀態。然後關閉控製箱上的電源開關。切斷電源(yuán)後請確認機械手各部件的狀(zhuàng)態是否和初始狀態相(xiàng)同(tóng)。

每當注塑機機械手的出現異常的話我,我們就應該要對其進行檢查,在問題出現時就應該要解決,否則對機器的日後(hòu)壽命大大的降低。
1、注塑機機械手(shǒu)比例線性差(chà),開合模時間(jiān)位置壓(yā)力流量調(diào)節不良,檢查參數中斜升斜降,調整參數(shù)中的斜升斜降。
2、鎖模機鉸潤滑不良,檢查哥林柱,二板滑腳,機鉸潤滑情況, 加(jiā)大潤滑,增加(jiā)打油次數。
3、模具鎖模力過大,檢查(chá)模具受力時鎖模力情況,視用戶(hù)產品情況減少鎖模力。檢查時間位置是否合(hé)適。
4、頭二板(bǎn)平行度偏差,檢查頭板二板平行(háng)度。調整二板,頭板平行誤差。
5、慢速轉快速開模設定位置過小,速度過快。檢查慢速開模轉快速開模位置是否恰當,慢(màn)速開模速度是否過快。加長慢速開模位置,降低注塑機機械(xiè)手慢速開模的速度。
注塑機機械手驅動係統該怎麽維護?
由於(yú)注(zhù)塑機機械手能夠大幅度的提高生產率和降低生產成本,能夠穩定和提高注塑(sù)產品的質量,避免因人為的操(cāo)作失誤而造成的損(sǔn)失。因此,注塑注(zhù)塑機(jī)機械手在注塑(sù)生產中的作用(yòng)變得(dé)越來越重要。隨著注塑成型工業的發展,以後將有越來越多的(de)注塑機機械手用於上(shàng)料、混合(hé)、自動裝卸模具、回收廢(fèi)料等各個(gè)工序上,而且將朝著智能化方向發展。下麵小(xiǎo)編(biān)就來講講注塑機(jī)機械手驅動係統吧!注(zhù)塑機機械手驅動係統(tǒng)扮演著一個很重要的角色,那麽我們應該怎麽維護呢?
如果注塑機機械手采用裝配架-傳動齒輪驅動,注意在運行過程中是否有任何遲(chí)疑或晃動發生。除了(le)光滑平穩的動作(zuò)之外的(de)所有運(yùn)動都可以表明驅動係統損壞或內部寄存了一些異(yì)物。
注塑機機械手推動(dòng)向下運動時,快速檢查裝配(pèi)梁(liáng)和傳動齒輪之間動作或齒(chǐ)隙的方法是推拖運動臂,感覺異常運(yùn)動(來回動作(zuò)不同)。然而由於正常的廠家公差精度非常高(gāo),因此(cǐ)本試驗方(fāng)法將會非常不(bú)精確。
如果你懷疑裝配梁和傳動齒輪可能有問題,較好的方法是使用量程長的磁性表(biǎo)座。按照廠家說明書調(diào)整好注塑機(jī)機械手齒隙後,檢查軸的全部行程,保證裝配梁和傳動齒輪(lún)之間沒有太緊的地方。
如果齒隙不能調整,那麽裝配架和傳動齒輪可能出(chū)現磨損,需要替換。如果(guǒ)必需修補裝配(pèi)架和(hé)傳動齒輪(lún),那麽最(zuì)好同時替換兩個構件從而保證長期性能。
至於靠傳送帶驅動的軸,密切注意傳送帶磨損落下的碎屑以及本身的損(sǔn)害。仔細檢查(chá)滑輪,留意源自傳送帶材料的(de)灰塵的跡象。確保傳送帶和傳動滑輪以及槽輪的完全排列成行(háng)。方向偏離的傳送帶會非常快地磨損掉。隻要是(shì)傳送帶驅動的係(xì)統,可(kě)按照廠家的說明書檢查傳送帶本身的(de)預加負荷。這些規範將告訴你:相對於滑輪,在傳送帶具體位置上的適宜誤差量。
- 上一篇(piān): 蘇州單軸機械手應用領(lǐng)域有哪些?
- 下一篇: 嘉善三軸機械手如何進行更好的係統(tǒng)控製?




