

昆山衝壓機械手有哪些功能?
文(wén)章出處:本站(zhàn) 人氣:11178 發表(biǎo)時間:2022-05-09 06:32:30
如何降低衝壓機(jī)械(xiè)手的生產誤差
現在很多機械生產廠家,都在選擇用衝壓機械手作為主要生產方式,但在(zài)生產中使用自動化機械手能夠(gòu)提高產品的生產效率(lǜ)和產(chǎn)品(pǐn)質量(liàng)以及在降低產品的生產成本都大有提高,在生產中衝壓機械手能否準確地工作,實際上是一個三維空間的定位問題,是若幹線量和角量定位的組合。在(zài)許多較簡單情況下,單個(gè)量值可能是主要的。影響單個線量或角量定(dìng)位誤(wù)差的因素如下:
1.定位方式(shì)——不同的定位方式影(yǐng)響因素不同。如機械擋塊定位時,定(dìng)位(wèi)精度與擋塊的剛度(dù)和碰接擋塊時的速度等因素有關。
2.定位速度——定位速度對定位精度影響很大。這(zhè)是因為定(dìng)位速(sù)度不(bú)同時,必須耗散的運(yùn)動部件的能量不同。通常,為減小衝壓機械手定位誤差應合理控製定位速度,如提高緩衝裝置的緩衝性能和緩衝效率,控製驅動係統使運(yùn)動部件適時減速(sù)。
3.精度——機械手的製造精度和安裝調速精度對定位精度有直接影(yǐng)響。
4.剛度——機械手本身的(de)結構剛度和接觸剛(gāng)度(dù)低(dī)時,因易產生(shēng)振動,定位精度一般較低。
5.運動件(jiàn)的重量(liàng)——運動件的重量包括機械(xiè)手本身的重量和被抓物(wù)的重量。 運(yùn)動件重量的變(biàn)化對定位精度影響(xiǎng)較(jiào)大。通常,運動件重(chóng)量增加時,定位(wèi)精度降低(dī)。因此,設計時不僅要減小運動部件本身的重量,而且要考慮工作時抓重變化的影(yǐng)響。

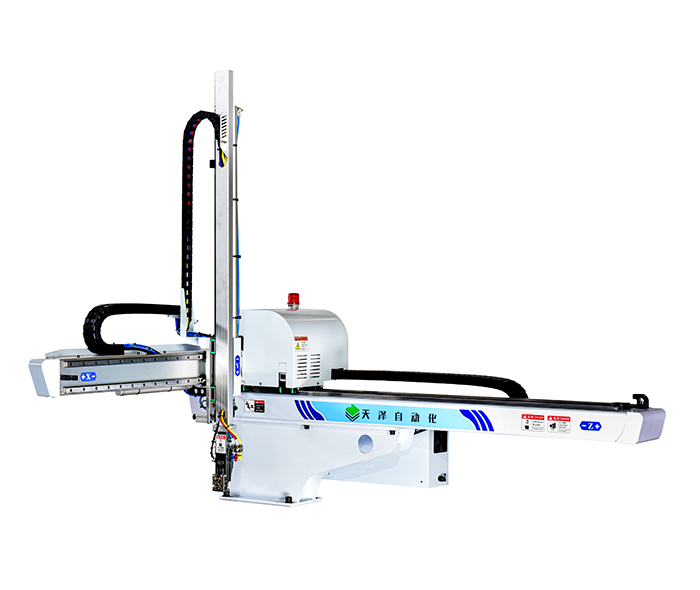
衝壓機械手是典型的機電一體(tǐ)化設備,可用(yòng)於數控機床上工件加工(gōng),自動地為機床抓取工件,取代操作人(rén)員頻繁取料,實現工件加工自動化,節約勞動力,節約生產成本,提高工作效率。在全自動化數控加工生產線中,零件的裝卸傳送環節一般(bān)利用工業機器人機械手完成操作,但在各種場合中都采用工業機器人不一定廣泛合適。針對具體的生產工藝,結合機床的實際結構,利用數控車床(chuáng)上下料機械可以實現更(gèng)簡便更一體的零件裝卸傳(chuán)送操作(zuò)。

運用衝壓機械(xiè)手做出來的產品質量怎(zěn)麽樣?
1、如成型機為自動(dòng)脫模,掉落時會(huì)產(chǎn)品刮傷,沾到油汙而產生不良品。
2、如人取出產品有四點問(wèn)題存在(zài):a、有可能手會刮傷產品,b、有可能手不幹淨而弄髒產品,c、如多穴漏取而壓壞(huài)模具。d、因人員疲勞而影響周期,降(jiàng)低生產效率。
3、用衝壓機械手使(shǐ)用輸送帶,生產包裝人(rén)員更可以(yǐ)一心一意嚴把品質關,不會因拿產品而分心或是離(lí)注塑機太近,太熱而影(yǐng)響工(gōng)作,從而降低生產效率。
4、人員取產品時間不固定,會造成產品縮水、變型(料管若過火(huǒ),需重新注塑造成原料浪費,目前原料價格高漲),衝壓機械(xiè)手取出時間固定(dìng),確保產品品質(zhì)。
5、人員取產品需先閉安全(quán)門,會造成成(chéng)型機壽命減短或損壞,影響生產。使用衝壓機械手可保證注塑品質和延長成型(xíng)機壽命。

每當衝壓機械手的(de)出(chū)現異常的話我,我們(men)就應該要對其進行檢查(chá),在問題出現時就應該要解決,否則對機(jī)器的日後壽命大大的降低。
1、衝壓機械手比例(lì)線性差,開合模時間位置(zhì)壓力流量調節不良,檢查參數中斜升斜降,調整參數中的斜升斜降。
2、鎖模機(jī)鉸潤滑(huá)不良(liáng),檢查哥林柱,二板滑腳,機鉸潤滑情況, 加大潤滑,增加打油次數。
3、模具鎖模(mó)力過(guò)大,檢查模具受力時鎖(suǒ)模力情況,視用戶產品情況減少鎖模力。檢查時間位置是否合適。
4、頭二板平行度(dù)偏差,檢(jiǎn)查頭板二板平行度。調(diào)整二(èr)板,頭板(bǎn)平行誤差。
5、慢速(sù)轉快速開模設定位置過小,速度過快。檢查慢速開模轉快速開模位(wèi)置是否(fǒu)恰當,慢(màn)速開模速(sù)度(dù)是否過快。加長慢(màn)速開模位置,降低衝壓機械手慢速開模(mó)的速度。
衝(chōng)壓機械手(shǒu)手臂的組成:
(1)運動元件。如油缸(gāng)、氣缸、齒條、凸(tū)輪等是驅動手臂運動的部件。
(2)導向裝置。是保(bǎo)證手臂的(de)正確(què)方麵(miàn)及承受由於工件的重量所產生的彎曲和(hé)扭轉的力矩。
(3)手臂。起著(zhe)連接和承受外力的作(zuò)用。手臂(bì)上的零(líng)部件,如油缸、導(dǎo)向杆、控製件(jiàn)等都(dōu)安裝在手臂上(shàng)。
此外,根據衝壓機械手運動和工作的要求,如(rú)管路、冷卻裝(zhuāng)置、行程定位裝置和自動檢測裝置等,一般也都裝在手臂上。所以(yǐ)手(shǒu)臂的結(jié)構、工作範圍(wéi)、承載能力和動作精度都直接影響(xiǎng)衝壓機械手的工作性能。
- 上一篇: 浙江機(jī)床機械手工作效(xiào)率如何?
- 下一篇: 昆山非標機械手好處優點有哪(nǎ)些?




